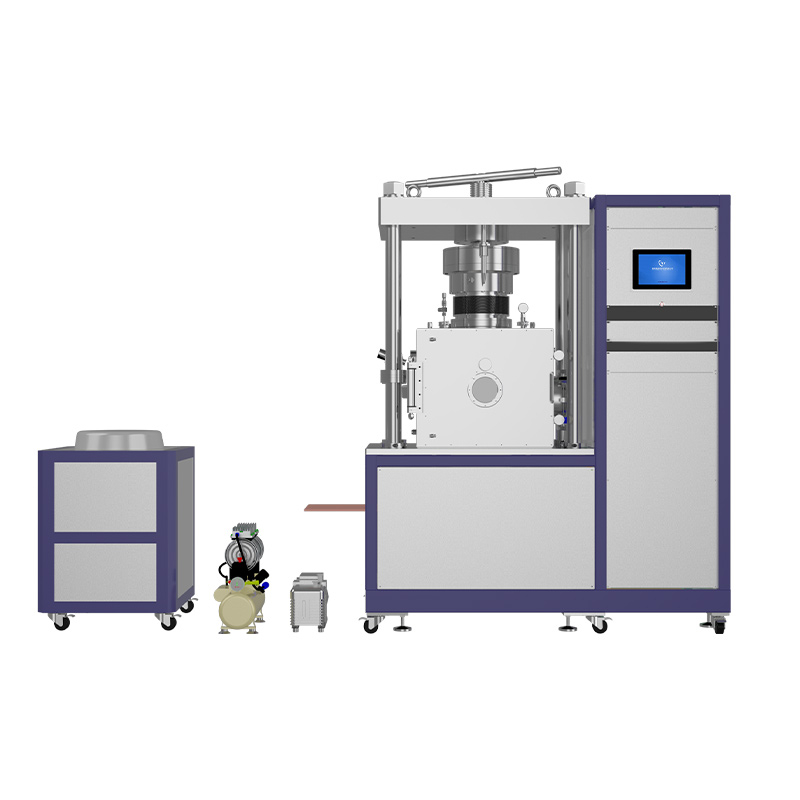
The SPS (Spark Plasma Sintering) discharge plasma sintering system is one of the most advanced sintering systems in the world today. It is a novel rapid sintering technology that involves applying pulsed current and axial pressure between two electrodes for powder sintering densification. It features fast heating rates, short sintering times, controllable microstructure, and energy efficiency, making it suitable for producing metal materials, ceramic materials, composite materials, as well as nanostructured bulk materials, amorphous bulk materials, and gradient materials. Additionally, SPS equipment enables the manufacturing of very specialized new materials, such as nanomaterials sintered without significant grain growth, functionally graded materials, composites, tungsten carbide, silicon nitride, silicon carbide, and other hard materials, as well as structural and functional ceramics.
Product Features:
1.High integration and small footprint.
2.Fast sintering speed, excellent energy efficiency, and high efficiency.
3.Uses IGBT pulsed DC heating, capable of reaching high temperatures within minutes.
Integrated side-opening door mechanism, with all processing positions precisely machined at the machining center to ensure assembly accuracy, maintaining concentricity and synchronization of the upper and lower pressing heads.
4.Accurate temperature measurement: Infrared instruments directly measure mold temperature for more precise temperature values.
5.PLC controls temperature and pressure, recording parameters such as temperature, pressure, vacuum level, and atmospheric pressure, with protection and alarm features for overheating, overpressure, and overcurrent.
6.The all-stainless steel furnace body is continuously welded using an automatic welding machine, ensuring smooth welds with no false or weak welds. A helium mass spectrometer is used for vacuum leak testing of the furnace body and vacuum pipelines, with pressure rise rate indicators reflecting actual performance, exceeding national standard minimum values.
7.The upper and lower power transmission shafts are made of special high-voltage conductive materials, insulated from the furnace body by high-temperature insulation components.
8.The pressure system comprises a servo electric push rod, force sensors, etc., ensuring stable and smooth pressure control.
Purchase information:
If you are interested in our spark plasma sintering furnace, please contact us for more information and quotes.
Contact number: 156 3719 8390
Email: shirley@cysitech.com
Contact person: shirley
WeChat: 18736046549
Technical parameter:
Product Name | Spark Plasma Sintering System |
Product Model | CY-SPS500-60KW-20T |
Structure | Stainless steel vacuum chamber Hot Press System DC Pulsed Power Supply Vacuum System Hot Press Control System |
Power | 60KW |
Output Current | DC 0-6000A (digital control, pulsed DC) |
Output Voltage | DC 0-10V (digital control) |
Output Type | Positive pulse |
Output Waveform | Rectangular wave |
Modulation Method | Pulse height modulation and pulse width modulation |
Sintering Temperature | Determined by sample resistivity |
Hydraulics | Fully automatic pressure operation |
Max Pressure | 20T |
Pressure Measurement | Digital display pressure gauge with overpressure alarm |
Temperature Measurement | Thermocouple and infrared temperature measurement |
Mold | Equipped with 2 sets of hot isostatic graphite molds, diameter 50mm |
Working Area Height | Space height for mold handling: 100mm |
Vacuum Chamber | Circular stainless steel double-layer chamber, pressure-resistant, requires cooling water supply |
Pressure Control System | PLC + touchscreen control system |
Pressure Rise Rate | ≤2Pa/hr |
Pressure Stability | ≤±0.1MPa |
Heating Rate | Determined by sample resistivity, max up to 500℃/min |
Safety Devices | Emergency stop system and alarm system |
Cooling System | Equipped with a circulating water cooler, flow rate 58L/min |
Standard Accessories | SPS sintering graphite molds, clamping tools |
Control Software | Allows setting of temperature-time and pressure-time curves |
Voltage | 380V 50HZ |
Footprint | 4400mm x 900mm |
Main parts:
Name | Description |
Main machine | Spark Plasma Sintering System |
Pulsed Power Supply | The system uses an IGBT pulsed DC power supply with an amorphous soft magnetic alloy transformer core, enabling heating to exceed 2000℃ within minutes. It features automatic feedback for voltage and current, temperature detection for the medium-frequency transformer, and system fault diagnosis and protection functions. |
Water Cooling System | Composed of various valves and pipelines, the cooling water enters through a main pipe and is distributed to cooling areas such as the furnace body, furnace door, upper and lower pressing heads, transformer, and IGBT power supply. Each cooling water line has a manual valve for flow adjustment. A pressure gauge on the main inlet pipe automatically cuts off heating when water pressure drops below 0.2MPa. Temperature/flow sensors on the upper and lower pressing heads stop the process and trigger alarms during abnormal conditions. |
Pressurization System | Comprising a hydraulic system, force sensors, upper and lower pressing heads, and a control system, the press head offers high stability with no vibration. Pressure is automatically applied based on set values. The press head must withstand high pressure and temperature without deformation or oxidation, requiring excellent cooling and dynamic sealing. Both pressing heads are equipped with water cooling, and special sealing techniques ensure low contact resistance. Good pressure transmission and electrical insulation materials between the press head and press ensure effective pressure transfer and insulation. |
| 1.Gas Impurity Removal: Vacuum pumps eliminate air and gas impurities from the sintering furnace to prevent reactions that could degrade material quality. 2.Oxidation Prevention: A vacuum environment significantly reduces oxygen levels, effectively avoiding oxidation of materials, especially sensitive metals or alloys. 3.Increased Material Density: The vacuum helps minimize porosity during sintering, enhancing material density and mechanical properties. 4.Atmosphere Control: Vacuum pumps allow precise control of the sintering atmosphere, enabling the introduction of specific gases, such as inert (argon) or reducing gases (hydrogen), to achieve desired sintering effects. |
Random accessory | Related auxiliary tools such as clamps, copper strips, corrugated pipes, various standard parts, and spare parts. |
User manual | One piece |
Application fields:
The SPS hot press sintering system can replace traditional hot press sintering equipment, enabling various pressure sintering functions. The SPS discharge plasma hot press sintering system features fast sintering speeds and high sample density, making it particularly suitable for sintering nanophase materials, gradient functional materials, mesoporous nanothermoelectric materials, rare earth permanent magnetic materials, and metallic glass non-equilibrium materials.
Applications of SPS Sintered Materials:
1.Metals:
Fe, Cu, Al, Au, Ag, Ni, Cr, Mo, Sn, Ti, W, Be, etc.
2.Ceramics:
Oxides: Al2O3, Mullite, ZrO2, MgO, SiO2, TiO2, HfO2
Carbides: SiC, B4C, TaC, WC, ZrC, VC
Nitrides: Si3N4, TaN, TiN, AlN, ZrN, VN
Boron Compounds: TiB2, HfB2, LaB6, ZrB2, VB2
Fluorides: LiF, CaF2, MgF2
3.Metal Ceramics:
Si3N4+Ni, Al2O3+Ni, ZrO2+Ni, Al2O3+Ti, SUS+WC/Co, BN+Fe, WC+Co+Fe
4.Intermetallic Compounds:
TiAl, MoSi2, Si3Zr5, NiAl, NbCo, NbAl, LaBaCuSO4, Sm2Co1
Application Case (Preparation of Solid-State Electrolytes)
The process of preparing solid-state electrolyte materials using a Spark Plasma Sintering (SPS) furnace typically includes several key steps. Due to its rapid heating and densification capabilities, SPS is particularly suited for producing high-density, uniform solid-state electrolyte materials. The specific steps are as follows:
1.Raw Material Preparation
Material Selection: Choose suitable solid-state electrolyte powders, such as oxides, sulfides, nitrides, or other types of solid-state electrolytes (e.g., Li₁₀GeP₂S₁₂), based on application requirements.
Powder Preparation: Create uniform solid-state electrolyte powders using methods like ball milling, chemical synthesis, or spray drying. If necessary, classify powder particles to ensure uniform particle size.
2.Powder Mixing
Additives: Sometimes, sintering aids or other elements are added to improve sintering performance or enhance the material's conductivity. Mix these additives uniformly with the solid-state electrolyte powder.
Mixing Process: Typically, mechanical stirring or ball milling is employed to ensure powder uniformity.
3.Mold Preparation
Mold Material Selection: Molds are usually made of graphite or other high-temperature, wear-resistant materials, with smooth inner walls to facilitate easy demolding of the formed samples.
Powder Filling: Fill the pre-treated solid-state electrolyte powder into the mold and compact it to form a green body, ensuring uniform distribution.
4.Spark Plasma Sintering (SPS) Process
Vacuum or Inert Atmosphere: During the SPS process, use a vacuum pump to evacuate the air from the furnace chamber, ensuring sintering occurs in a vacuum or inert gas (like argon) environment to prevent oxidation or other unwanted reactions.
Pressure Application: Apply pressure to the samples during sintering, typically ranging from tens to hundreds of megapascals, to enhance densification.
Pulsed Current Heating: SPS heats the powder directly by applying pulsed current, with temperatures adjustable based on the type of solid-state electrolyte, generally ranging from 600°C to 1200°C. Due to the rapid heating speed of SPS, sintering times are usually short, ranging from a few minutes to several tens of minutes.
Temperature and Pressure Control: Precisely control the temperature ramp rates and pressures to ensure uniform sintering and avoid overheating or cracking of materials.
5.Cooling Process
Cooling Method: After sintering, the sample needs to cool in a vacuum or inert gas environment. Typically, natural cooling occurs in the SPS furnace, but in some cases, slow or rapid cooling may be employed, depending on material characteristics.
Pressure Maintenance: A certain pressure is usually maintained during cooling until the temperature drops to a specific level to prevent cracking of the sample during cooling.
6.Post-Processing of Samples
Demolding: Once cooled, remove the sample from the mold.
Surface Treatment: If the sample surface is rough, appropriate mechanical polishing or fine grinding can be performed to achieve the desired surface finish.
Sample Inspection: Characterize the prepared solid-state electrolyte using techniques such as microstructure analysis, X-ray diffraction (XRD), and electrochemical performance testing to confirm its crystal structure, conductivity, and density.
7.Electrochemical Testing and Application
Conductivity Measurement: Measure the ionic conductivity of the solid-state electrolyte to evaluate its suitability as a battery electrolyte.
Application Testing: Apply the solid-state electrolyte material in actual battery assembly, such as solid-state lithium batteries, and conduct performance tests, including charge-discharge performance and cycling stability.